- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
Các sản phẩm





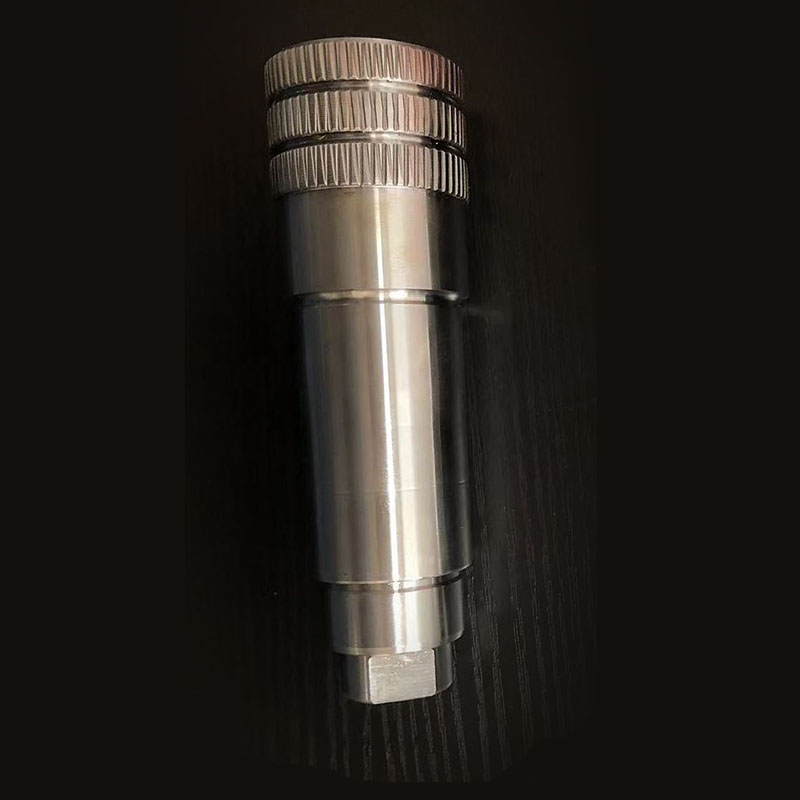
Khuôn lăn Spline
Bạn có thể yên tâm mua Khuôn cán NERES Spline từ nhà máy của chúng tôi và chúng tôi sẽ cung cấp cho bạn dịch vụ sau bán hàng tốt nhất và giao hàng kịp thời. Hình sin và răng cưa thường được sử dụng cho các ứng dụng truyền mô-men xoắn yêu cầu sự phối hợp chính xác với các bộ phận ăn khớp, thay vì các cuộn thường không yêu cầu khớp chính xác. Nửa trục, trục truyền động, trục động cơ EV và trục đầu ra công suất là các loại linh kiện răng cưa và có rãnh phổ biến. Các mối nối và răng cưa trên trục rắn có thể được cuộn trên thiết bị Neres bằng cách sử dụng nguồn cấp dữ liệu có hai khuôn hoặc quy trình cuộn một vòng. Trong các ứng dụng trục rỗng, có thể sử dụng quy trình cán cưỡng bức với ba khuôn. Quá trình cán xuyên thức ăn cưỡng bức cũng có thể được sử dụng để tạo ra các rãnh và răng cưa có chiều dài liên tục trên các trục đặc và trục rỗng bằng cách sử dụng hai hoặc ba khuôn. Quy trình spline Neres có thể đạt được dung sai độ chính xác ANSI 5 (DIN 8) hoặc cao hơn.
Gửi yêu cầu
Mô tả Sản phẩm
Bạn có thể yên tâm mua Khuôn cán NERES Spline từ nhà máy của chúng tôi và chúng tôi sẽ cung cấp cho bạn dịch vụ sau bán hàng tốt nhất và giao hàng kịp thời. Hình sin và răng cưa thường được sử dụng cho các ứng dụng truyền mô-men xoắn yêu cầu sự phối hợp chính xác với các bộ phận ăn khớp, thay vì các cuộn thường không yêu cầu khớp chính xác. Nửa trục, trục truyền động, trục động cơ EV và trục đầu ra công suất là các loại linh kiện răng cưa và có rãnh phổ biến. Các mối nối và răng cưa trên trục rắn có thể được cuộn trên thiết bị Neres bằng cách sử dụng nguồn cấp dữ liệu có hai khuôn hoặc quy trình cuộn một vòng. Trong các ứng dụng trục rỗng, có thể sử dụng quy trình cán cưỡng bức với ba khuôn. Quá trình cán xuyên thức ăn cưỡng bức cũng có thể được sử dụng để tạo ra các rãnh và răng cưa có chiều dài liên tục trên các trục đặc và trục rỗng bằng cách sử dụng hai hoặc ba khuôn. Quy trình spline Neres có thể đạt được dung sai độ chính xác ANSI 5 (DIN 8) hoặc cao hơn.
Phím spline và hình học răng cưa Các hình dạng spline và răng cưa được mô tả bởi hình học đường viền không liên quan, với mặt phẳng trên cùng, mặt phẳng gốc, góc áp suất và chuyển tiếp bán kính với bước chuỗi cố định. Các trục và răng cưa thẳng (song song với trục của bộ phận) hoặc có hướng dẫn (góc xoắn ốc). Splines thường có góc áp suất từ 20 đến 37,5, trong khi răng cưa thường có góc áp suất từ 25 đến 45. Các thông số kỹ thuật ANSI B92.1 và B92.2M, ISO 4156, DIN 5480 và 5481, SAEJ-500 và JIS xác định tiêu chuẩn ngành cho spline và răng cưa được sử dụng trên toàn thế giới. Các đặc điểm quan trọng nhất của spline và răng cưa là độ chính xác hoặc sai số phân tách của kích thước dây và khoảng cách giữa các răng. Sine và răng cưa thường được phân loại theo bước đường kính bằng tổng số răng trên chu vi chia cho đường kính thô trước khi cán, hoặc mô đun bằng đường kính milimet chia cho số lượng răng. Tùy thuộc vào cấp dung sai, góc áp lực và hình dạng răng, có thể sử dụng các quy trình đúc hình trụ Kinefac với tối đa 2,5 dải và các đường nẹp và răng cưa không có răng khối.


Thẻ nóng: Spline Cán chết, Trung Quốc, Nhà sản xuất, Nhà cung cấp, Nhà máy, Tùy chỉnh, Bán buôn, Nâng cao, Giá rẻ, Bảng giá
Danh mục liên quan
Máy cán ren
Chủ đề cán chết
Linh kiện máy cán ren
VÒI Xoắn ốc
Máy phay ren
Máy đo chủ đề
Bộ nạp tự động
Dầu cán ren
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.